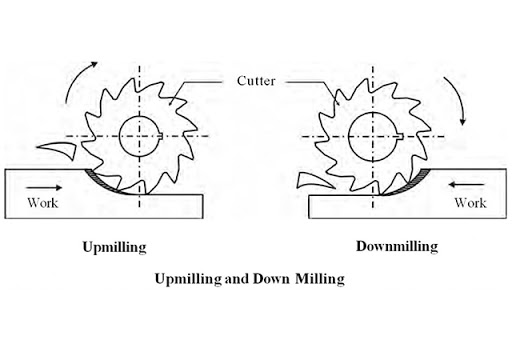
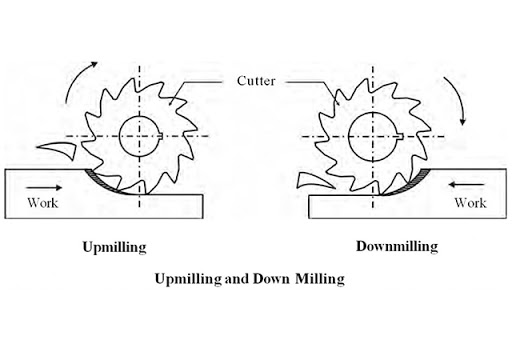
Up Milling
The process of removing metal by a cutter which is rotated against the direction of travel of the workpiece is called up-milling. It is also called conventional milling. In up-milling, the chip thickness is minimum at the beginning of the cut and maximum at the end of cut. The cutting force varies from zero to maximum.
Down Milling
The process of removing metal by a cutter which is rotated in the same direction of travel of the workpiece is called down milling. It is also called climb milling. In down milling, the chip thickness is maximum at the beginning of the cut and minimum at the end of cut. The cutting force varies from maximum to zero.
143) In down milling cutter teeth and workpiece move in
Answer is:
Same direction
Explanation:

Related Manufacturing Technology MCQ with Answers
Answer is:
Up milling
Explanation:
Up Milling is the process of removing metal by a cutter which is rotated against the direction of travel of the workpiece is called up-milling. It is also called conventional milling.
In up-milling, the chip thickness is minimum at the beginning of the cut and maximum at the end of cut. The cutting force varies from zero to maximum.
Down Milling is the process of removing metal by a cutter which is rotated in the same direction of travel of the workpiece is called down milling. It is also called climb milling.
In down milling, the chip thickness is maximum at the beginning of the cut and minimum at the end of cut. The cutting force varies from maximum to zero.
Answer is:
Up milling
Explanation:
Up Milling is the process of removing metal by a cutter which is rotated against the direction of travel of the workpiece is called up-milling. It is also called conventional milling.
In up-milling, the chip thickness is minimum at the beginning of the cut and maximum at the end of cut. The cutting force varies from zero to maximum.
Down Milling is the process of removing metal by a cutter which is rotated in the same direction of travel of the workpiece is called down milling. It is also called climb milling.
In down milling, the chip thickness is maximum at the beginning of the cut and minimum at the end of cut. The cutting force varies from maximum to zero.
Answer is: